Hãy tưởng tượng bạn đang đứng trong một nhà máy kim loại hiện đại, nơi những ống thép thô sơ được cán nguội thành các sản phẩm chính xác với đường kính và độ dày hoàn hảo chỉ trong một bước. Máy cán nguội Pilger, với khả năng giảm hơn 90% tiết diện ngang, là tâm điểm của quá trình này. Trong hành trình này, chúng ta sẽ khám phá cách giải pháp của INVT đã nâng cấp hệ thống máy cán nguội Pilger, mang lại hiệu suất cao, vận hành tự động và tiết kiệm chi phí đáng kể.
Giới thiệu hệ thống máy
Cấu tạo máy cán nguội Pilger tốc độ cao tự động
Máy cán nguội Pilger bao gồm các bộ phận chính: thiết bị cấp liệu, trục xuyên, cơ cấu kẹp luân phiên, thân cấp liệu giữa các kẹp, cơ cấu dẫn động luân phiên, thân máy chính, cơ cấu đẩy ống thành phẩm tự động, và hệ thống điều khiển bằng bộ điều khiển chuyển động tự động hoàn toàn. Trong hệ thống cấp liệu tự động, cơ cấu kẹp luân phiên đưa ống vào cơ cấu kẹp, nắm chặt ống mẹ để sử dụng luân phiên. Ống sau đó được đưa liên tục vào cụm cán, rồi được kéo ra bởi cơ cấu rút nhanh và rơi vào giá đỡ tự động, tạo nên chu trình cán tự động liên tục.
Hệ thống điều khiển
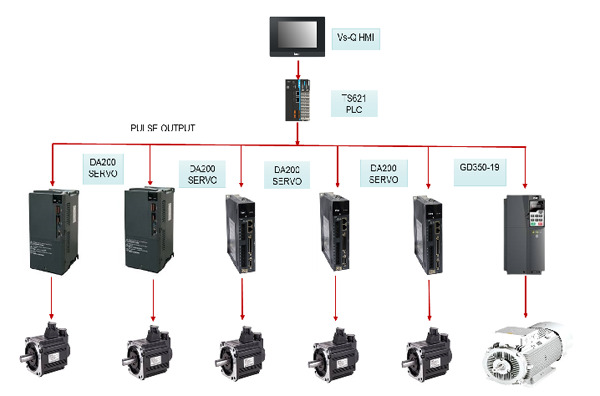
Hệ thống điều khiển gồm tủ điều khiển chính, bảng điều khiển, thiết bị chấp hành bên ngoài và các cảm biến. Biến tần GD350 được sử dụng trong cụm dẫn động chính. Các thiết bị cấp liệu và xoay sử dụng động cơ servo nam châm vĩnh cửu điều khiển vòng kín. Bảng điều khiển tích hợp công tắc, đồng hồ dòng-áp và màn hình cảm ứng để thiết lập và giám sát thông số. Hệ thống có chức năng chẩn đoán lỗi mạnh mẽ, hiển thị và cảnh báo các sự cố như kẹt tải, quá dòng, mất pha nguồn, đồng thời điều khiển tự động toàn bộ trình tự hoạt động, bao gồm khởi động-dừng, cấp liệu và xoay ống.
Giải pháp INVT
INVT cung cấp giải pháp tích hợp các thiết bị điều khiển tiên tiến cho máy cán nguội Pilger, đảm bảo hiệu suất cao và vận hành liên tục. Bảng dưới đây liệt kê cấu hình thiết bị:
| Thiết bị | Model | Số lượng | Ứng dụng |
|---|---|---|---|
| Màn hình HMI | VS070QE | 1 | Hiển thị thông số điều khiển |
| PLC chính | TS621 | 1 | Điều khiển trung tâm |
| Mở rộng PLC (ngõ vào) | FL1002 | 1 | Mở rộng tín hiệu vào |
| Mở rộng PLC (ngõ ra) | FL2002 | 2 | Mở rộng tín hiệu ra |
| Biến tần VFD | GD350-19-110G-4-B | 1 | Cụm cán Pilger |
| Servo cấp liệu | SV-DA200-5R5-4-S0 / SV-MM18-5R5B-4-1A0-1000 | 3 | Cấp liệu và nắn thẳng |
| Servo nắn thẳng 1 | SV-DA200-7R5-4-S0 / SV-MM18-7R5B-4-1A0-1000 | 1 | Nắn thẳng ống |
| Servo nắn thẳng 2 | SV-DA200-011-4-S0 / SV-MH20-011B-4-1A0-1000 | 1 | Nắn thẳng ống |
Cài đặt và chạy thử hệ thống
Hệ thống được cài đặt và chạy thử với sự đồng bộ cao giữa các thiết bị, đảm bảo quá trình cán nguội diễn ra trơn tru và chính xác. Các hình ảnh dưới đây minh họa quá trình cài đặt và vận hành hệ thống.


Lợi ích nổi bật
Giải pháp của INVT mang lại những lợi ích vượt trội cho máy cán nguội Pilger:
- Hiệu suất cao: PLC TS621 điều khiển đồng bộ servo cấp liệu và trục xoay, tăng hiệu suất đáng kể.
- Liên tục không gián đoạn: Hai servo cấp liệu hoạt động luân phiên, đảm bảo cấp ống liên tục.
- Duy trì mô-men: Biến tần GD350 cung cấp mô-men ổn định, duy trì tốc độ trục chính khi cán.
- Tự động hóa & bảo trì thấp: Hệ servo giảm công bảo trì, đồng bộ hoàn toàn.
- Tiết kiệm chi phí lao động: Hệ thống hoàn toàn tự động, tiết kiệm nhân công, tăng tốc độ vận hành lên đến 20%.
Kết luận
Giải pháp của INVT đã nâng tầm hiệu suất, chất lượng và độ tin cậy cho máy cán nguội ống thép. Quá trình cấp liệu và xoay diễn ra trơn tru, lỗi được giảm thiểu, và năng suất tổng thể tăng rõ rệt. Đây là minh chứng cho khả năng của INVT trong việc cung cấp các hệ thống truyền động và điều khiển tự động hóa cao cấp, giúp ngành kim loại đạt được hiệu quả vượt trội và khả năng cạnh tranh trên thị trường.